-
ForfatterIndlæg
-
-
april 13, 2015 kl. 2:24 pm #26027

Sune ReherDeltagerSå kom jeg igang med projektet.
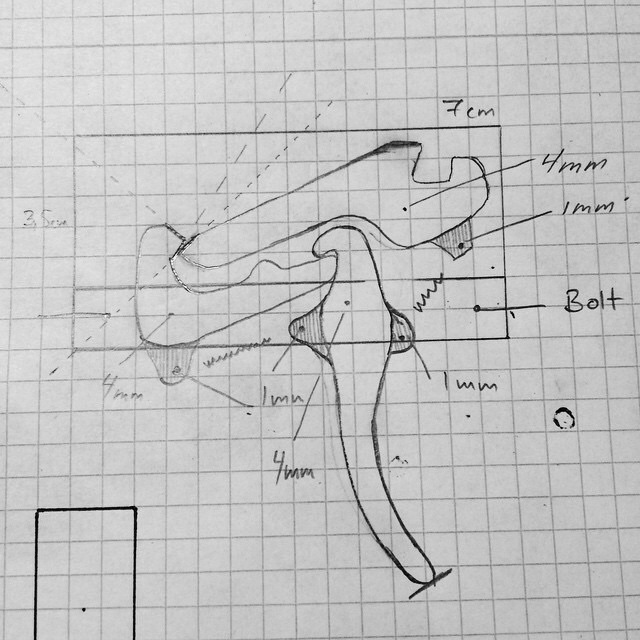
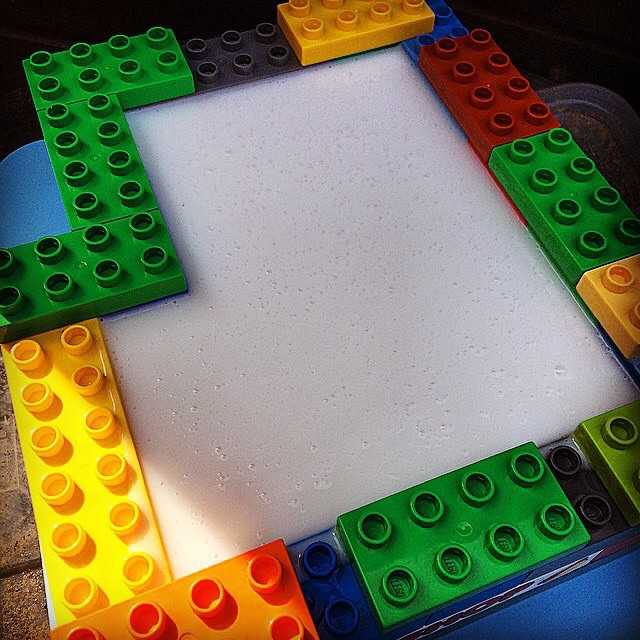
Ind til nu har jeg fået lavet blanks af et gammelt teak bord. Lavet støbeform og lavet tegninger i 1:1 af trigger mekanismen. Bare rolig der skal nok komme opfølgninger af projektet.Attachments: -
april 13, 2015 kl. 3:18 pm #26028
Christian RehderDeltagerDet ser spændende ud, vil du ikke løfte sløret for, hvad tanken med dit håndtag er?
Hvilket materiale er formen lavet af? Og er det fordi du vil støbe et håndtag? Og i hvilket materiale?
-
april 13, 2015 kl. 3:54 pm #26029
Sune ReherDeltagerDet ser spændende ud, vil du ikke løfte sløret for, hvad tanken med dit håndtag er?
Hvilket materiale er formen lavet af? Og er det fordi du vil støbe et håndtag? Og i hvilket materiale?
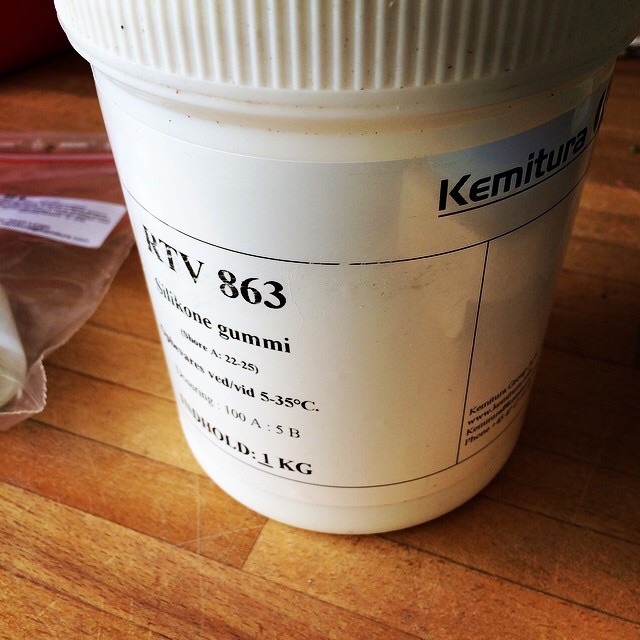
Tanken bag håndtaget er at støbe det i en siliconeform ud fra et modificeret håndtag fra en JBL harpun. Det håndtag er et super fedt håndtag, jeg har blot bygget lidt på så det passer lidt bedere i hånden.
Jeg støber selve håndtaget i polythan. 2 component.
Jeg farver den klare polythan med pulverfarve.
Formen er lavet akkurat som hvis man laver eks. Fiske blink mv.Grunden til jeg ikke laver det i træ er at for at få plads til mekanisnen der forbinder aftrækket med triggermekanismen der er ca 35-40 cm. Bag ved selve håndtaget en midhandle. Det er lidt mere bøvlet, men de er så fede syntes jeg
-
april 13, 2015 kl. 5:56 pm #26034
Henrik HansenDeltagerSpændende…
Vær lige OBS på at din tegning til aftrækkeren er lavet til US spyd.
De spyd er dyre og vanskelige at anskaffe i Europa.
Der er forskel på en US aftrækker og en EURO aftrækker. -
april 13, 2015 kl. 7:26 pm #26036
Sune ReherDeltagerSpændende…
Vær lige OBS på at din tegning til aftrækkeren er lavet til US spyd.
De spyd er dyre og vanskelige at anskaffe i Europa.
Der er forskel på en US aftrækker og en EURO aftrækker.Rustfri stål stænger koster under 60,- meteren. Og det tager bokstavligt under 10 min at lave et spyd! Faktisk er aftrækket også prøvet med euro spyd og de fungere fint i det aftræk. Jeg laver det dog selv
-
april 13, 2015 kl. 8:10 pm #26037
Henrik HansenDeltagerDer er jo nærmest skrevet tykke bøger om hvordan de forskellige spyd passer til de forskellige aftrækkere… hvis det er så let at lave, hvorfor så ikke lave noget som passer sammen?
At du oplever at det fungerer fint, siger ikke noget om hvordan det vil opføre sig efter lang tids brug, med slitage og måske lidt sand i. En harpun med et ustabilt aftræk er noget skidt – måske især for din makker… -
april 13, 2015 kl. 8:24 pm #26038
Sune ReherDeltagerJeg har læst en del indlæg på udenlandske sider hvor der er flere der skriver deres bekymring som dig. Og ja hvem ved hvad der sker på lang sigt? Det skal man naturligvis tænke på. Jeg vil også holde mig til US spyd. De er super lette at lave. Det er euro spyd BTW også.
-
april 13, 2015 kl. 8:58 pm #26041
Henrik HansenDeltagerHvordan klarer du hærdningen?
Btw. hvis du skal have fat i kapaciteten indenfor aftrækkere, skal du søge efter Popgun Pete – he knows da shit! Det er vist et af hans fotos du viser. (total ingeniør geek) -
april 13, 2015 kl. 9:10 pm #26042
AnonymInaktivUmiddelbart vil jeg tro at det er en mere kompliceret proces end som så, at fremstille sine egne spyd. Almindeligt rustfrit stål vil være for blødt og bøje i tide og utide og carbon stål er skie svært og bore huller i, og en ensartet hærdning er svær at lave på sådan en lang stang uden de helt rigtige værktøjer.
-
april 13, 2015 kl. 9:29 pm #26044
Sune ReherDeltagerHærdning , ja det skal nok blive en udfordring. Men mon ikke der er en vej hvor der er en vilje;) ? Jeg prøver i alt fald. Der findes jo et utal af stål typer og hårdhed her på. Fjeder stål fx. Det tror jeg er lige det rette til et spyd, svært at bore i… Ja, men hvis det var let ville det jo ikke være en udfortring og nær så sjovt. Jeg er dog sikker på en ting, det bliver fedt at stå med en 100% hjemme byg istedet for en træpind man selv har slebet og samlet med et “LEGO” samleselv set fra den lokale harpun pusher
-
april 13, 2015 kl. 10:12 pm #26045
Henrik HansenDeltagerArrgh 100% hjemmebyg… Du står med en Kitto M8 kopi som du har planket fra nettet – he he
Aftrækkere med 3-delt geometri har den ulempe at de bliver meget høje – hvilket i min verden er svært forenelig med at bygge lave harpuner med højt trykpunkt.
Du får en udfordring her… lav en aftrækker med tredelt geometri, som samtidig er under 24 mm høj 😉Men i øvrigt fedt at du giver dig i kast med det – jeg har selv været der, men måtte sande at mine interesser mere lå i design af hele pakken end i enkeltdele. Aftrækkere med deres geometri og materialevalg er et endog meget kompliceret emne – hvis det var ligetil ville mange flere bygge selv.
-
april 13, 2015 kl. 10:40 pm #26047
Sune ReherDeltagerArrgh 100% hjemmebyg… Du står med en Kitto M8 kopi som du har planket fra nettet – he he
Aftrækkere med 3-delt geometri har den ulempe at de bliver meget høje – hvilket i min verden er svært forenelig med at bygge lave harpuner med højt trykpunkt.
Du får en udfordring her… lav en aftrækker med tredelt geometri, som samtidig er under 24 mm høj 😉Men i øvrigt fedt at du giver dig i kast med det – jeg har selv været der, men måtte sande at mine interesser mere lå i design af hele pakken end i enkeltdele. Aftrækkere med deres geometri og materialevalg er et endog meget kompliceret emne – hvis det var ligetil ville mange flere bygge selv.
http://ic_spearguns.tripod.com/%5B/quote%5D
Så lad os sige 99% -
april 13, 2015 kl. 10:49 pm #26048
Sune ReherDeltagerDet er en fed side, og bla. en af siderne hvor jeg har ladet mig inspirere. Keg syntes bare at ideen med at lave det hele selv er tosset fed. Og lige præsis tosset nok til mig. Youtube er også pladret godt ind i mange DIY trigger projekter
M8 eren bliver ca 35mm. Høj og jeg tror din udfortring på 24 mm. Må blive en anden gang:) -
april 13, 2015 kl. 11:24 pm #26051
Mads BroeDeltagerFed idé med en midhandle, min sidste var også sådan en, jeg ser frem til at se nogen flere billeder, og held og lykke med projektet.:)
-
april 14, 2015 kl. 2:17 am #26054
Mads BroeDeltagerOh, jeg glemte lige noget, nu vi snakker rustfri emner.
Rustfri stål stænger koster under 60,- meteren. Og det tager bokstavligt under 10 min at lave et spyd!
Hvilken type stål bruger du, og hvad type bor?
Jeg har selv haft problemer med at finde bor der kunne tygge igennem div. spyd i et acceptabelt tempo, og i endnu højere grad har jeg haft problemer med at finde små (M3/M4) snittappe der kunne gøre det samme, og som ikke bare brækkede.
Jeg er endt med bor og tappe i HSSE stål, og det er sgu ikke altid jeg kan komme igennem før bor eller tap tager skade.
Mit nuværende projekt kræver at jeg får skåret noget M8 gevind i noget som kun kan være AISI 304 så vidt jeg kan regne ud, det er i hvert fald kun A2, men selv med så tyk en tap er jeg bange for at brække den, og jeg er ikke specielt imponeret over skærehastigheden på et spritnyt HSSE M6 bor (ja, kun til forboring, jeg er med på at et indvendigt M8 gevind skal laves i et 6,8mm hul), og jeg har kørt det ved alt mellem 20 og 1280 rpm med rigeligt med køling men det bidder ikke rigtig hårdt nok…What to do? det er jo en ren jungle.
-
april 14, 2015 kl. 6:21 pm #26067
michael hansenDeltagerhusk at bruge skærefedt eller skæreolie når der bores i rustfri.. meget vigtigere end at køle. Det er også en god ide at bore lidt større end i alm jern feks v 8mm gevind der bore man 6,9 eller 7mm. Det er også vigtigt ikke at køre for stærkt ellers bliver man straffet promte . derudover er det heller ikke optimalt at bore for i 6mm v et 6,8mm hul ( 7mm) .brug heller et 4 eller 5 … har jeg hørt over hækken… håber du kan bruge det til noget
-
april 14, 2015 kl. 8:19 pm #26073
Mads BroeDeltagerhusk at bruge skærefedt eller skæreolie når der bores i rustfri.. meget vigtigere end at køle.
Jeg skulle nok have præciseret at jeg brugte olie for netop at få smurt såvel som kølet.
Det er også en god ide at bore lidt større end i alm jern feks v 8mm gevind der bore man 6,9 eller 7mm.
Roger that, jeg ligger ikke lige inde med et 6,9mm, men 7mm har jeg da, dog kun HSS.
Det er også vigtigt ikke at køre for stærkt ellers bliver man straffet promte.
Jeg holder den fremover under 1000rpm, og skruer ned hvis jeg får straf.
derudover er det heller ikke optimalt at bore for i 6mm v et 6,8mm hul ( 7mm) .brug heller et 4 eller 5 … har jeg hørt over hækken… håber du kan bruge det til noget
Jeg forsøgte også med et 4mm HSSE til at starte med, men det bed ikke, derefter prøvede jeg med et 5mm men havde kun HSS, det bed ikke overraskende heller ikke, den sidste mulighed var 6mm HSSE.
Har du forresten et forslag til hvilken hårdhed af tap jeg skal gå efter for at få noget brugbart? Jeg har i mellemtiden fundet ud af at stålet ikke som først antaget var 304, men 303.
@reher – undskyld at jeg roder rundt i din tråd, men det kan jo være at der kommer noget brugbart ud af det, som andre kan have glæde af.:) -
april 14, 2015 kl. 9:34 pm #26075
Lars Folsberg RosenflindtDeltager(…)Har du forresten et forslag til hvilken hårdhed af tap jeg skal gå efter for at få noget brugbart?
:whistle:
-
april 14, 2015 kl. 10:53 pm #26078
-
april 14, 2015 kl. 11:02 pm #26080
-
april 17, 2015 kl. 12:10 am #26105
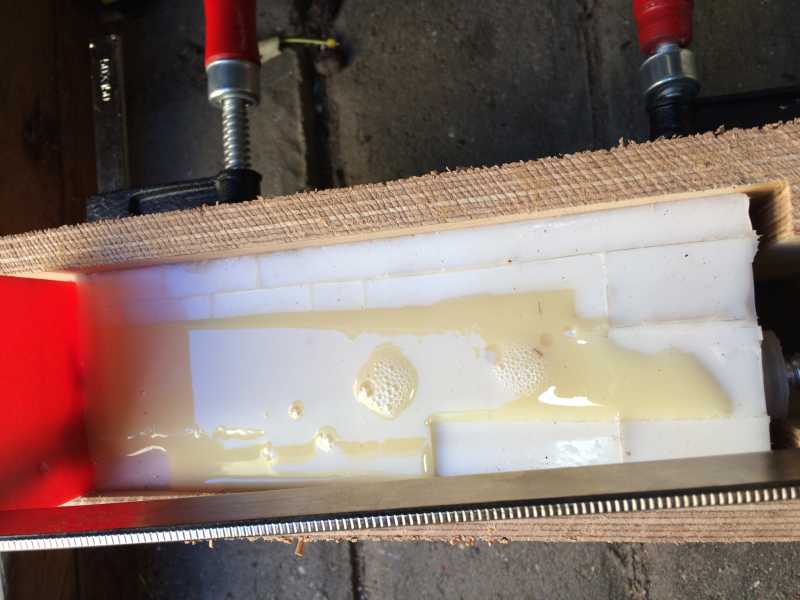
Sune ReherDeltagerSå blev støbeformen færdig. Måtte lave den over to gange, løb squ tør for silicone…. Nå men nu er håndtaget færdig og den første prototype bliver lavet i weekenden :woohoo:
Mht spydet, så leger jeg med ideen om man ikke kan lave det i blødt stål og så hærde det efterfølgende ? Jeg tænker på en “ovn” ala Ovnsten i en lang tunnel, en ukrudts brænder og hopla… Til 10,- meteren for rustfri i 7 mm. Så er det et forsøg værd..
Nå men håndtaget kommer der billeder af i weekenden… -
april 17, 2015 kl. 10:05 am #26106
AnonymInaktivhttp://ing.dk/artikel/dansk-selskab-goer-det-umulige-haerder-rustfrit-staal-161112
Jeg forestiller mig at det vil være mere realistisk at løse knuden med at bore i hårdt stål. -
april 17, 2015 kl. 5:55 pm #26110
MikkelDeltagerAlm austenitisk rustfrit stål kan ikke gennemhærdes, højest overfladehærdes som fx Xpanite gør det. Gør du det du foreslår med ovn og gasbrænder får du stål der stadig er blødt, men til gengæld er det ikke rustfrit længere!
17-4 pH stål som er det hærde spyd er lavet af kan du ikke hærde selv med mindre du har en industriovn der kan gå fra ca 400-1100 grader afhængigt af stålets leveringstilstand. -
april 17, 2015 kl. 7:46 pm #26116
Sune ReherDeltagerStål og hærdning det må vente.
Totalt optur i dag!! :woohoo: støbning af prototypen gik over alt forventning.
Der skulle bruges exakt 3 dl. Pu. Resultatet…. Ja bedøm selv.Attachments: -
april 17, 2015 kl. 7:48 pm #26121
-
april 20, 2015 kl. 9:44 pm #26137
Mads BroeDeltagerDet ser sgu nydeligt ud, men det forekommer mig at der er en smule bobler i emnet, dette kan dog afhjælpes ved at sætte formen under vakuum næste gang du laver en afstøbning. På den anden side, noget retention skal der jo være, så det er til at holde fast på harpunen med handsker på.
Jeg er for øvrigt blevet klogere på boring i rustfrit stål, så jeg har lige lidt tal til jer andre hjemmebyggere, det tog lidt tid og research, men jeg har fundet en kombination der virker:
Ved boring i rustfrit stål af typen AISI 303, virker det fantastisk med et HSS-Cobolt bor (hærdet til DIN 338), ved 640rpm og masser af olie. Jeg kunne formentlig godt køre hurtigere, men det er ikke nødvendigt.
-
april 20, 2015 kl. 10:20 pm #26138
Sune ReherDeltagerJa, der er lidt bobler. De kommer højst sandsynligt fra lidt vand der desværre var tilbage i formen efter jeg skulle måle hvor mange ml. Jeg skulle bruge til at fylde formen. Vacum ja, meeeeen.
Cool med lidt bore nørderri! Fedt at jeg ikke er den eneste nørd, har du forresten set ham på youtube der har lavet en mega smart bore “Masterjig guide” som han spænder pilen i så han altid bore det samme sted? -
april 20, 2015 kl. 11:59 pm #26139
Mads BroeDeltagerJa, der er lidt bobler. De kommer højst sandsynligt fra lidt vand der desværre var tilbage i formen efter jeg skulle måle hvor mange ml. Jeg skulle bruge til at fylde formen. Vacum ja, meeeeen.
Pas lidt på med vand i formen i kombination med Polyurethan. Nu er det selvfølgelig ikke alle systemer der reagerer ens, men nogen af dem kan finde på at skumme op helt åndssvagt hvis de forurenes med vand…
Om det kun gør sig gældende for elastomererne ved jeg ikke, men nu er advarslen da givet videre.
Det er meget normalt at man får fanget luft i massen under blanding, men hvis ikke det er et problem for dig, så kan du naturligvis se bort fra det der med undertryk.Cool med lidt bore nørderri! Fedt at jeg ikke er den eneste nørd, har du forresten set ham på youtube der har lavet en mega smart bore “Masterjig guide” som han spænder pilen i så han altid bore det samme sted?
Mnjah, jeg er ikke helt med må jeg nok tilstå, når jeg borer langsgående huller i runde emner gør jeg det i en drejebænk, hvor jeg har smidt en borepatron i pinoldokken, borer for med et pinolbor så jeg ved at jeg er centreret, og derefter med et eller flere bor alt efter materialets hårdhed, indtil jeg har nået den diameter jeg skal bruge. Jeg har set en hel del videoer af ham der tubalcain/mrpete222, var det ham du tænkte på? Ellers så smid gerne et link, jeg er ligeså tosset med maskin/værktøjstips, som den famøse duo d´herre Morten & Peter er med fodbold.:)
Jeg har forresten også lige lært, at hvis man vil lave gevind i føromtalte stål, så fungerer det fint med en maskintap fra Thürmer med navnet “Spiral Tap 40′ INOX HSSE OX PRO”. Da det er en bundtap er den lidt svær at få i gang, men når først man er kommet et stykke ned, skærer den som en skærebrænder gennem smør. Husk olie.
-
april 21, 2015 kl. 12:17 am #26140
Sune ReherDeltagerBoblerne i pu’enkan man også komme til livs ved at lave et lille hul i en engangs kop og hælde gennem denne i en lang tynd stråle, det presser også boblerne ud.
I mit tilfælde gør det ikke så meget, jeg vil spraye håndtaget med en gummi spray og tror problemet vil være så om så.
Jeg har tjekket de “vitale” dele som aftrækker bøjlen mv. Her er ingen bobler der vil kunne svække pu’en så den knækker. -
april 21, 2015 kl. 1:24 am #26141
Mads BroeDeltagerBoblerne i pu’enkan man også komme til livs ved at lave et lille hul i en engangs kop og hælde gennem denne i en lang tynd stråle, det presser også boblerne ud.
Ja, det er da så afgjort en mulighed, hvor lang sættetid, altså hvor lang tid har du til PU’en bliver for tyk til at hælde ud af koppen? Og hvad hedder systemet/producenten?
De typer jeg har erfaring med er ekspanderende og solide elastomerer (de bliver gummiagtige), og de har “fibersat” sig inden for få minutter, så man har som regel ikke tid til at lade det løbe langsomt. Der sker forresten også noget med ophærdningen hvis det kommer i kontakt med sprit før det er hærdet af, bare lige for god ordens skyld.I mit tilfælde gør det ikke så meget, jeg vil spraye håndtaget med en gummi spray og tror problemet vil være så om så.
Jeg har tjekket de “vitale” dele som aftrækker bøjlen mv. Her er ingen bobler der vil kunne svække pu’en så den knækker.Nu er det jo heller ikke en del som skal ta’ en masse stress, så mon ikke det går selv hvis der er en boble.
Hvad er det egentlig for noget gummispray du har tænkt dig at give den? Jeg arbejder selv med gummi i div. former, så jeg er lidt arbejdsskadet, derfor alle spørgsmålene.:) -
maj 9, 2015 kl. 9:36 pm #26281
Sune ReherDeltagerNå så er jeg tilbage med lidt lir til tråden.
PU’en jeg bruger er 2 komponent. Den hærder på ca. 20-30 min. Og skal helst hældes på under et minut. Den er ikke expanderende. Der er stadig lidt bobler, men jeg lever fint med at de er der.
Håndtaget har jeg experimenteret lidt med, har prøvet at blande en mat sort “Motip” olie baseret malning. Det fungere ret godt.
Spyd og resten er jeg ikke kommet videre med, træet skal lige stresse af inden jeg høvler og former på det. Mere følgerAttachments:
-
-
ForfatterIndlæg
Forum er sponseret af
- Du skal være logget ind for at svare på dette indlæg.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}